L es systèmes optiques per-mettent d'effectuer des me-sures précises et sans contact. Cela est d'autant plus vrai avec le développement des appareils à base de laser. Les micromètres optiques font partie des systèmes qui ont bénéficié de cette technologie pour gagner en pré-cision dans le cadre de mesures de diamètres ou de positions. « Ce type de mesure a plus de 40 ans », rappelle Benoît Bullier, gérant de Bullier Automation, qui distribue les micromètres laser de Mitutoyo. Autrefois, les micromètres optiques s'appuyaient sur la technique de l'ombroscopie: il s'agissait de mettre un objet devant une lampe. L'ombre projetée permettait alors d'en mesurer le diamètre extérieur. Aujourd'hui, la lampe a été remplacée par un laser ou par des Led, mais le principe reste le même.
Symétrie de révolution
L'évolution des émetteurs a permis aux micromètres optiques de gagner en précision. « Avec le laser, la divergence du faisceau est très faible, cela réduit le flou et offre une précision de l'ordre du dixième de micromètre », continue Benoît Bullier. Keyence a opté pour les Led vertes au nitrure de gallium: « Leur lumière s'affaiblit moins avec le temps, cela en fait un système plus stable », plaide Cédric Jouan, responsable du service technique de la filiale française. Entre l'émetteur et le récepteur, on place l'objet dont le diamètre ou la position doit être mesuré. « Cela s'adresse aux objets ayant une symétrie de révolution, c'est-à-dire cylindriques ou oblongs », précise Benoît Bullier (Bullier Automation). « Certains clients pensent que ce type de machine peut mesurer des objets parallélépipédiques, mais ce n'est pas le cas », prévient-il. En effet, avec un objet de ce type, la mesure obtenue dépendrait de l'orientation: « On pourrait avoir la hauteur, ou la diagonale , détaille Elena Stantchev, gérante de Micro-Epsilon France. Il faut donc des cibles plutôt arrondies, comme des tubes, des fils, des barres, des fibres optiques ou des câbles .» « L'un des gros avantages de ce principe de mesure est qu'il est indépendant de la matière de la pièce, qui peut être claire,foncée ou brillante », ajoute Frank Pienczak, gérant de Sensor Instruments France.
Micromètre ou mesure par triangulation ?
Certaines applications de la triangulation laser recoupent celles des micromètres optiques. Mais les deux solutions ne sont pas équivalentes. « Il est arrivé qu'un client veuille mesurer la position de broches d'entraînement de moteur avec un laser point,par triangulation », raconte Frank Pienczak, gérant de Sensor Instruments France. Mais sur une pièce cylindrique, avec un tel système, on ne peut pas s'assurer que la mesure est bien effectuée sur le point le plus haut de l'objet, et donc que l'on obtient bien le diamètre maximum.
La solution est de faire bouger la pièce ou le capteur. Mais le micromètre laser, en revanche, échappe à cette incertitude: il donne la position de l'axe en détectant le diamètre complet de la pièce. La mesure par triangulation laser reste, en revanche, une solution intéressante lorsque les contraintes mécaniques sont trop importantes. Elle permet en effet de détecter une position lorsqu'il n'est pas possible d'installer l'émetteur et le récepteur de part et d'autre de l'objet à mesurer. « Cette contrainte d'installation est souvent un critère décisif dans le choix d'utiliser ou pas un micromètre optique », analyse Frank Pienczak. Cependant, le bon fonctionnement de la triangulation peut dépendre de la surface de l'objet à détecter. Le micromètre laser, lui, n'est pas soumis à cette limite: il fonctionne avec des surfaces aussi bien absorbantes que réfléchissantes.
Pour couvrir le diamètre de l'objet à mesurer, l'émetteur doit envoyer un faisceau sous forme de « rideau ».
Cela peut être obtenu grâce à un point laser orienté par un miroir rotatif. On obtient alors un balayage laser. Mais ce système met en jeu des pièces mé-caniques, et donc de l'usure. Il en découle une plus grande sensibilité à l'environnement, notamment aux vibrations. De plus, le balayage implique un décalage : les rayons n'atteignent pas simultanément le récepteur. Avec le temps, cette méthode est donc laissée de côté par les fabricants, au profit des Led, ou d'autres systèmes laser. Pour se passer de miroir rotatif, certains fabricants utilisent un prisme, qui rend les rayons du faisceau parallèles.
Un large faisceau permet de mesurer des petits objets, mais plus l'étendue de mesure est petite, meilleure est la précision.
L'objet à mesurer est alors exposé au faisceau lumineux. En le traversant, il projette une ombre sur le récepteur, où les rayons reçus sont ensuite concentrés sur un capteur CCD. « Un processeur lit les informations reçues par la barrette réceptrice,et analyse les zones éclairées ou non ,continue Elena Stantchev(Micro-Epsilon France). Le passage d'un pixel éclairé à un pixel non éclairé indique le premier bord de l'objet,et l'inverse montre le bord suivant. » Il existe également des systèmes analogiques, mais le principe de mesure reste le même. Il peut être décliné pour mesurer plusieurs diamètres simultanément, l'espace entre deux objets, ou encore la position du centre d'un objet. « Il est même possible de détecter le voilage d'une pièce, en la faisant tourner à 360 degrés dans le champ du micromètre », ajoute Frank Pienczak (Sensor Instruments France).
Souvent, le micromètre optique remplace les pieds à coulisse, notamment sur les postes de contrôle en bord de ligne. « Il peut y avoir une compétition avec les systèmes de mesure mécaniques comme les pointes de touche », indique Frank Pienczak. Pour une pièce à l'arrêt, un système avec palpeur peut convenir. Mais si la pièce à mesurer est en mouvement, il faut installer un système optique. Un autre avantage de la mesure sans contact est qu'elle peut réduire les erreurs humaines : l'opérateur pose l'objet sur un support et obtient la mesure en un clic. Le prix a alors une grande importance dans le choix entre mesure mécanique et optique. « Le marché ayant vu les prix baisser,ce paramètre coût machines , indique Benoît Bullier. Ils sont plus légers et moins volumineux que les systèmes monoblocs, où l'émetteur et le récepteur sont solidaires, et que nous destinons aux laboratoires.Ces derniers modèles,plus lourds, ne sont pas conçus pour être déplacés. » Les micromètres laser de Mitutoyo peuvent être équipés d'un système permettant le maintien de la pièce: « Cela évite à l'intégrateur de mettre au point la mécanique de posage », précise Benoît Bullier. « Les systèmes modulaires peuvent être installés jusqu'à 2 mètres de distance l'un de l'autre , explique Frank Pienczak (Sensor Instruments France). L'avantage est que cela offre un écartement suffisant pour laisser passer de grandes pièces ». Cela peut être intéressant également dans les cas où les pièces peuvent avoir un mouvement important,ou une température élevée. Il faut dans ce cas éviter de chauffer ou choquer les capteurs. Mais l'inconvénient de ce système est qu'il faut aligner correctement l'émetteur et le récepteur. Certains fabricants proposent donc des micromètres mon-tés sur rail, voire des systèmes mono-blocs sous forme de fourches.Ainsi, les deux parties sont déjà alignées: « Il suf-fit de câbler, et de monter avec deux points de fixation , note Frank Pienczak. Cela convient généralement aux petits faisceaux, utilisés par exemple dans l'industrie électronique ou en micromécanique. Ces systèmes s'inscrivent dans une démarche de miniaturisation, et ouvrent des portes vers de nouvelles applications où la place est limitée ». La largeur du faisceau est un critère important dans le choix d'un micromètre. On en trouve à partir de 2 millimètres, lorsqu'il n'y aque de petits éléments à mesurer. « Les systèmes les plus courants affichent une largeur de faisceau de 10 ou 30 mm , estime Benoît Bullier (Bullier Automation). Ils sont adaptés aux pièces cylindriques classiques utilisées en automobile, ou en avionique. » Les tailles de faisceaux augmentent encore pour les pièces de diamètre plus important, jusqu'à 160mm, un gabarit adapté, par exemple, aux préformes en silice, utilisées pour la confection de fibres optiques. Bien sûr, chaque modèle convient à tous les diamètres inférieurs à la largeur de son faisceau. Mais le prix du micromètre augmente en fonction de ce paramètre.
M Certains modèles de micromètres ont une interface intégrée, permettant d'afficher le résultat des mesures, ou de paramétrer l'appareil.
Mesurer de grandes pièces
Et pour les très grandes pièces? Même si la largeur des faisceaux lumineux ne s'étend pas à l'infini, les micromètres ne sont toutefois pas hors-jeu. En effet, il est possible de coupler deux micromètres pour mesurer le diamètre ou la position d'un objet dont la dimension déborde de la plage étendue de mesure maximale. « L'un est utilisé pour mesurer le bord bas, l'autre le bord haut , explique Elena Stantchev (Micro-Epsilon France). Ce qui est entre les deux n'est pas utile, il suffit de connaître l'écartement entre les deux capteurs fixes. » Cela permet de mettre en œuvre des applications comme le guidage de bande. « En mettant un capteur à chaque extrémité, il est possible de connaître la taille ou la position d'une bande de métal, par exemple », note Frank Pienczak (Sensor Instruments France).
Pour ce type d'applications, Micro-Epsilon propose un petit automate: le CSP 2008 dispose de fonctions permettant de calibrer le système ou de calculer le diamètre d'une pièce. Plusieurs micromètres peuvent aussi être couplés de façon à se croiser, pour mesurer un objet sous deux angles différents. « Cela permet de réaliser des mesures plus complexes », décrit Cédric Jouan (Keyence France). La société propose pour cela des systèmes pouvant supporter jusqu'à quatre têtes effectuant des mesures simultanées. Obtenir le diamètre selon deux angles permet par exemple de mesurer l'ovalisation d'un objet. Pour effectuer des mesures en ligne sur un procédé en continu, la vitesse du capteur est importante.« Les capteurs analogiques sont moins précis, mais très rapides, jusqu'à 100 kilohertz », indique Elena Stantchev (Micro-Epsilon France). Les capteurs numériques ne sont pas aussi performants: leur fréquence peut grimper jusqu'à 16kHz, avec la série LS9000 de Keyence. La surveillance de procédés rapides implique nécessairement de mettre en place des fonctions automatisées en cas de non-conformité de la production. « Il est possible de programmer des alarmes,ou l'arrêt de la machine en cas de dépassement d'un seuil , détaille Benoît Bullier (Bullier Automation). Cela est possible notamment grâce aux sorties Tout-Ou-Rien (TOR) ». À haute fréquence, tous les protocoles de communication ne sont pas adap-tés. « L'Ethernet est un protocole trop lent , prévient Cédric Jouan (Keyence France). Il peut convenir pour transférer uniquement le résultat d'une mesure, effectuée en interne. Mais pour une analyse plus poussée,comme celles demandées en pharmaceutique pour assurer la traçabilité, il faut être polyvalent et capable de développer l'interface demandée par le client. Chaque usine a son propre fonctionnement. » Pour les applications moins critiques, l'Ethernet prend le pas petit à petit sur les interfaces série. « Les sorties Ethernet concernent 30 % de nos ventes , évalue Elena Stantchev (Micro-Epsilon France). Les automates ont encore des cartes d'entrée série, ce protocole garde donc une place importante. » Souvent, les micromètres sont proposés avec un système de communication au choix, voire avec plusieurs sorties possibles.
Un micromètre à deux dimensions
Les micromètres optiques classiques sont basés sur un émetteur et un récepteur linéaires, qui donnent donc une information
à une dimension. Avec son système TM-3000, Keyence étend le principe de mesure à deux dimensions (2D). « Ce système s'approche de la vision industrielle,mais il est conçu spécifiquement pour la mesure », explique Cédric Jouan, responsable du service technique de Keyence France. Le faisceau en deux dimensions permet d'effectuer plusieurs mesures simultanément, sans avoir à faire bouger la pièce. « Ce modèle est destiné à des formes complexes,avec des perçages, un diamètre intérieur et extérieur , continue Cédric Jouan. Il convient aussi à la mesure en ligne,pour le contrôle d'emboutissage, ou de pièces telles que les joints toriques ».
L'alignement de l'émetteur et du capteur récepteur est important. Les deux éléments peuvent être dissociés, mais aussi montés sur un rail ou une fourche par le fabricant.
Plusieurs têtes de mesures associées permettent de mesurer sous plusieurs angles ou à plusieurs hauteurs simultanément. Cela peut donner des informations comme l'ovalisation.
Trouver le micromètre le mieux adapté à une application donnée passe aussi par le bon compromis entre la fréquence et la résolution du capteur. « Plus on va vite, moins on est performant , résume Frank Pienczak (Sensor Instruments France). Mais l'évolution la plus flagrante de ces quatre ou cinq dernières années concerne l'arrivée de fonctions de traitement du signal permettant d'effectuer des calculs au-delà du pixel. Cela fait gagner en résolution, tout en conservant des prix accessibles. » L'arrivée de micromètres pourvus de faisceaux plus petits permet également d'investir dans des appareils à moindre coût: « Les faisceaux de 6 mm n'existaient pas il y a encore quelques années , rappelle Frank Pienczak. Il est maintenant possible d'avoir des plages étendues de mesures mieux adaptées, grâce à la miniaturisation des émetteurs et des récepteurs. » Plus compacts, plus précis, plus rapides, plus communicants… les micromètres optiques n'ont pas fini d'évoluer. est aujourd'hui plus équilibré entre les deux solutions », commente Frank Pienczak. La méthode de mesure par micromètre optique est utilisée dans des secteurs industriels variés: « Verrerie, électronique, ferroviaire, bancs de test, agroalimentaire », énumère Frank Pienczak. Elle permet en effet de définir si le diamètre d'une pièce est bien conforme à la marge de tolérance. Elle est adaptée à divers procédés de fabrication, comme l'injection, ou la fabrication de fil en continu. Les micromètres sont alors souvent installés dans une machine. Le système complet est souvent mis au point par un intégrateur, qui fournit à l'utilisateur une machine clés en main. Le programme associé peut être embarqué dans un contrôleur intégré au micromètre, ou installé sur un PC ou un automate.
Les questions à se poser
Comment choisir le micromètre optique le mieux adapté à une application donnée? Ces quelques questions permettront de mieux aborder les offres des différents fabricants.
l Quelle est la taille de l'objet à
mesurer? Plus l'objet est grand, plus la plage de mesure nécessaire est importante. Or le coût d'un micromètre augmente avec la largeur de son faisceau lumineux.
l Quelle mesure veut-on effectuer?
Un simple micromètre suffit pour mesurer un diamètre. Mais s'il faut effectuer une mesure sous plusieurs angles, il faudra faire tourner la pièce, ou utiliser un système à têtes de lecture multiples.
l En continu, ou par prélèvement?
Des mesures par prélèvement n'impliquent pas la même fréquence de mesure qu'en continu. Cela joue sur le budget.
l Avec quelle précision?
Il existe une vaste gamme de précisions, de l'ordre du millimètre jusqu'au dixième de micron. Plus la plage de mesure sera petite, meilleure sera la résolution.
l Dans quelles conditions?
Où l'appareil va-t-il être utilisé? Sur une chaîne, ou en laboratoire de métrologie? Quelles sont les contraintes d'espace? Si l'application n'est pas compatible avec un système compact, il faut être vigilant sur l'alignement de l'émetteur et du récepteur. Si l'espace est large, il peut être possible d'installer deux capteurs, pour détecter les extrémités de grandes pièces.
l Que faire des informations ainsi
obtenues? Veut-on simplement le résultat d'un contrôle, de type tout Tout-Ou-Rien (TOR), pour déclencher une alarme? Ou le résultat précis de la mesure, afin de l'archiver?
Cela a une importance pour choisir le type de communication nécessaire en sortie du micromètre.
« Notre logiciel gratuit sur PC permet de visualiser les valeurs mesurées, de déterminer les valeurs maximales et minimales pendant un temps donné », explique Frank Pienczak. Le logiciel constitue aussi souvent l'interface de paramétrage : « Il permet de sélectionner l'outil le plus approprié parmi les différents types de mesures proposée »,ajoute-t-il. Il effectue les fonctions de base, les diverses applications possibles, ou des corrections: « Un câble ne sera pas forcément perpendiculaire au faisceau , explique Cédric Jouan (Keyence France). Dans ce cas,il faut mesurer et compenser son inclinaison. Nous faisons cela grâce à un système de visualisation intégré ».
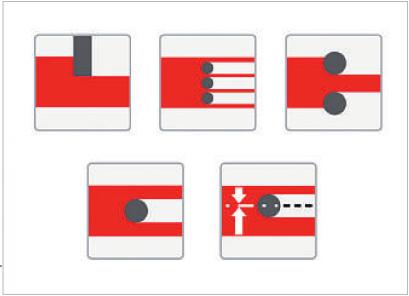
Micro-Epsilon Différents types de mesures sont possibles, parfois simultanément : un diamètre, une distance entre deux objets, le centre d'un objet…
On retrouve aussi les micromètres optiques dans les laboratoires d'étalonnage. Chez certains fabricants, comme Mitutoyo, une gamme est dédiée spécifiquement à cet usage. « Les appareils sont installés dans une pièce située généralement au centre de l'usine, thermostatée, pour effectuer des contrôles , précise Benoît Bullier (BullierAutomation). Les micromètres sont posés sur un marbre, et servent par exemple à contrôler des piges, des étalons de mesure de diamètre. » Certaines entreprises sous-traitent cette tâche. Mais selon les calculs de Benoît Bullier, l'achat d'un appareil peut être rentabilisé en trois ans pour le contrôle de 1 500 pièces par an. Les grandes entreprises de l'automobile ou de l'aéronautique sont d'ailleurs équipées de micromètres optiques pour ce type d'applications.
Si le principe de mesure reste le même, que ce soit en atelier, sur une machine ou en laboratoire, les micromètres peuvent néanmoins se différencier par leur forme: « Les micromètres en deux parties, à savoir constitués d'un émetteur et d'un récepteur, s'intègrent plus facilement dans des