
Qui n'a pas déjà observé la flamme d'une bougie ou le feu dans une cheminée et pu constater que la combustion de certaines matières s'accompagne de flammes orangées et/ou de fumées bien visibles.Ce sont les signes d'une combustion incomplète qui ne pose pas de soucis particuliers lorsqu'il s'agit d'une bougie. Mais à l'échelle industrielle, les conséquences d'une combustion imparfaite, voire non maîtrisée, peuvent être bien plus importantes. Du point de vue des rejets émis dans l'atmosphère, la grande majorité des exploitants d'unités de combustion se doivent ainsi de respecter un ensemble de réglementations strictes, comme c'est le cas des oxydes de soufre dont les teneurs sont exprimées en équivalent SO2 (dioxyde de soufre) dans l'arrêté du 11 août 1999 –le texte sera abrogé par l'article 67 de l'arrêté du 26 août 2013 à compter du 1 er janvier 2016.
L'essentielPour des questions réglementaires au niveau des rejets et d'optimisation du fonctionnement de leur installation, la grande majorité des sites industriels mettant en œuvre un procédé de combustion doivent surveiller les teneurs de leurs émissions soufrées. S'il existe des solutions d'analyse pour le SO2 ,cen'est pas le cas pour le SO3 en process. Le fabricant français AP2E vient de valider sur site l'utilisation de son analyseur de gaz ProCeas pour la mesure de SO2 et de SO3 . |

Avec sa technologie, le français AP2E est aujourd'hui le seul fabricant à proposer un analyseur de gaz capable de mesurer le trioxyde de soufre (SO3 )dans le proche infrarouge, assurant aux industriels de savoir s'il y a présence, ou non, de ce gaz.

Sont concernés par l'arrêté en vigueur les moteurs à combustion interne (à allumage commandé ou à allumage spontané), les turbines à combustion et les chaudières utilisées comme équipement de postcombustion, si la somme des puissances unitaires des appareils de combustion constituant une installation est supérieure ou égale à 20MWth (Pouvoir calorifique inférieur ou PCI). On trouve également les installations à poste fixe, telles que celles destinées à la production d'énergie mécanique, de chaleur ou d'électricité de manièredirecte ou indirecte dans un cycle combiné ou en cogénération. Acôté du respect des réglementations environnementales, les industriels cherchent également, et avant tout, àmaîtriser et à optimiser leurs procédés de combustion.
Eviter la présence de SO 3 àtout prix
Dans le cas des oxydes de soufre, les industriels dans les secteurs de la chimie, dela pétrochimie,del'incinération, etc.sont parfaitement sensibilisés àcesujet en raison des problèmes pouvant survenir et des coûts associés.SileSO 2 est aujourd'hui correctement mesuré dans les installations industrielles, sa concentration ne reflète pas totalement celle de toutes les émissions soufrées d'une unité de combustion soumise àla réglementation. En présence de dioxygène (O 2 ), le SO 2 formeeneffet par oxydation du trioxyde de soufre (SO 3 ), qui est un gaz autrement plus corrosif que le SO 2 .Làoù cela se complique encoreunpeu, c'est que la formation de SO 3 s'effectue àdes conditions bien particulières de pression et de température. Parexemple pour la température, tout se passe entre +350 et +450°C environ selon la littérature scientifique disponible sur le sujet. En deçà de +350°C,il n'y aucune conversion de SO 2 en SO 3 et, au-delà de +450°C,ilyabel et bien transformation mais le trioxyde de soufreseré-duit dans la foulée en dioxyde de soufre.

L’analyseur ProCeas travaillant à très basse pression (moins de 100 mbar), la prise d’échantillon en devient bien plus simple. Il suffit de brancher la sonde de l’analyseur, au lieu de mettre en œuvre une ligne chauffée (comme on le voit à gauche de l’image) depuis le procédé jusqu’à la cellule de mesure.
Le SO 3 est par ailleurs le précurseur de la fabrication d'acide sulfurique (H 2 SO 4 ), quand il est mis en présence d'eau. Cet acide minéral est lui aussi hyperoxydant, ce qui en fait un véritable poison àbannir dans les unités industrielles. Ilpeut en effet être à l'origine de pollutions environnementales, du vieillissement prématuré de l'outil de travail, voiredel'endommagement de catalyseurs par exemple.Oncomprend aisément pourquoi les industriels sont aussi bien sensibilisés au fait de devoir trouver des solutions pour éviter la présence d'acide sulfurique sous forme de gaz ou d'aérosol et donc de générer du trioxyde de soufre.
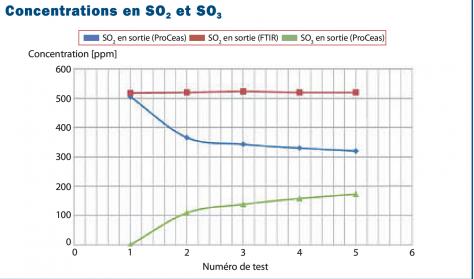
Des mesures simultanées de SO2 /SO 3 en sortie (conduite verticale de droite) et en fonction de la variation de la teneur en O2 ont été réalisées avec le ProCeas (essais sur site menés chez Ibiden). Lorsque la valeur de concentration en SO3 augmente, en injectant de plus en plus de O2 ,lavaleur de la concentration en SO2 baisse (2 SO2 + O 2 - > 2 SO 3 ), la somme des teneurs SO2 et SO3 étant quasiment constante. La mesure de la valeur d'entrée de SO2 (conduite verticale de gauche sur la photographie) est faite avec un analyseur FTIR.
Et d'autres phénomènes chimiques peuvent se produire encore,notamment lors de l'étape de dénitrification (DeNOx) des fumées, qui consiste en fait à réduire la concentration en oxydes d'azote. Comme la dénitrification fait intervenir de l'ammoniac,la réaction entre cet ammoniac et l'acide sulfurique venant du trioxyde de soufre,qui génère du sulfate d'ammoniaque, peut conduire à la fois à une surconsommation d'ammoniac et à des colmatages des filtres. Pour toutes les raisons que nous venons d'évoquer, la simple analyse du dioxyde de soufre n'est désormais plus suffisante pour réellement caractériser la pollution soufrée émise par une installation.Même si ce composé est correctement mesuré et d'une manière conforme aux normes en vigueur, le bilan «soufré» est en effet forcément sousestimé. Pour les riverains d'un site industriel, ce qui importe est surtout la concentration totale du soufre émis, peu importe qu'il s'agisse de SO2 ,deSO 3 ou des deux.
Des essais sur site ont validé la technologie
Oui, mais voilà, les industriels n'avaient jusqu'à présent aucune technologie d'analyse pour les procédés à leur disposition. C'est pour cela que le fabricant françaisAP2E s'est attaqué à ce marché, fort de sa technologie de mesure Ofceas (
L'autre originalité des analyseurs ProCeas du fabricant français, à savoir le fait de travailler à très basse pression (inférieure à 100mbar absolus) pour le transport rapide et sans condensation de l'échantillon, permet d'abaisser le point de rosée et donc de réaliser le transfert du SO 3 sans risquer de le dénaturer (recombinaison du SO3 en SO2 ) et d'atteindre des niveaux de concentrations de l'ordre de 0,1ppm soit 100ppb. Il restait toutefois encore à valider la méthode… Après des essais menés en laboratoire puis sur site, AP2E vient de valider la possibilité de mesurer en continu les concentrations en SO2 ,SO 3 et du COS avec l'analyseur ProCeas. Une fois que l'on a eu défini la longueur d'onde du laser la plus pertinente pour le trioxyde de soufre, la principale difficulté fut de trouver une méthode pour générer du SO3 car il n'existe pas sur le marché d'étalons de trioxyde de soufre.
La première méthode mise en œuvre pour les essais, sans rentrer dans les détails, consiste en une calibration en vaporisant une phase liquide/gaz pour générer du SO3 .La deuxième méthode retenue par AP2E est l'injection en amont du SO2 avec du dioxygène que l'on fait réagir avec un catalyseur pour fabriquer du SO3 –ces essais ont été effectués chez Ibiden. On regarde alors les pertes en dioxyde de soufre, sachant que le bilan soufré total reste le même. Comme deux méthodes différentes de génération de gaz ont été utilisées, non seulement les résultats obtenus sont cohérents mais aussi les performances métrologiques sont les mêmes qu'avec un autre gaz (
Maîtrise des rejets et optimisation économique
Les industriels ont désormais un moyen de savoir d'une manière sûre et certaine si du trioxyde de soufre est présent dans leur procédé, et en quelle concentration. Jusque-là, ils ne savaient même pas s'il y en avait ou non; cela change donc du tout au tout pour les industriels. AP2E entend ainsi valoriser l'approche visant à conjuguer maîtrise environnementale des rejets et optimisation économique des procédés.Mesurer la concentration en SO3 revient à ne plus sous-estimer les émissions soufrées, mais aussi à choisir les conditions de pilotage limitant la formation de trioxyde de soufre et ses coûts induits.
La possibilité de connaître parfaitement le couple SO2 /SO 3 en continu sert en effet à l'exploitant à réduire les coûts de maintenance et à éviter les surconsommations de réactifs (ammoniac, etc.) lors du traitement des fumées. Comme on l'a vu auparavant, les fabricants de catalyseurs,particulièrement sensibilisés aux problèmes liés au trioxyde de soufre, sont donc très intéressés par la mesure de ce composé. Il y a une vraie attente de la part des industriels de par un retour sur investissement (ROI) sûr, ce qui est loin d'être négligeable par les temps (économiques difficiles) qui courent. La mise en service des premiers analyseurs de SO3 est prévue en France à la fin de l'année 2014 et en Europe début 2015.
Avec l'aimable collaboration de Frédéric Lembert (2) et de Lucien Lonigro (2) d'AP2E
